
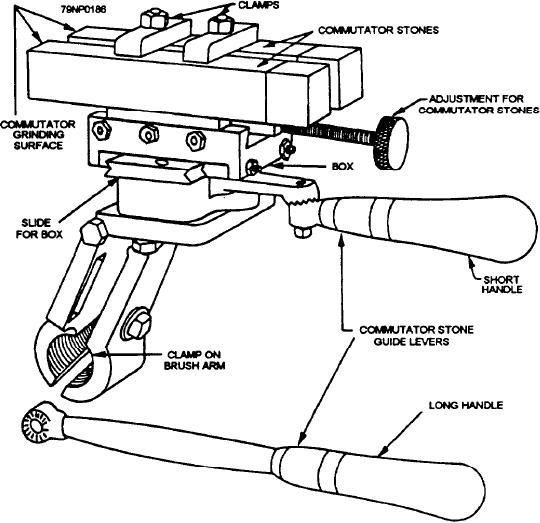
Figure 7-16.--Commutator dressing stone tool.
shock or fouling of moving parts whenever you are
commutator stone against the commutator as the
grinding a motor commutator.
armature is rotated. This method works for some of the
large open and driproof machines. Otherwise, the
A commutator surface stone, when used, should be
armature must be removed from the machine and
rigidly clamped in a holder and supported to keep the
mounted in a lathe and rotated. The commutator stone
stone from chattering or digging into the commutator.
is mounted in the tool post and fed to the commutator,
The support must provide for the axial motion of the
or a rotating precision grinder is mounted in the tool post
stone. To prevent the commutator from having different
and the grinder wheel is fed to the commutator.
diameters at both ends, you should never take heavy cuts
with a stone. Commutator surfacing stones with tool
GRINDING.-- When practical, the armature
post handles are available in the Navy supply system in
should be removed from the machine and placed in a
various sizes and grades (such as free, medium, and
lathe for grinding. If not, the commutator can be ground
coarse).
in the machine, provided there is minimum vibration,
In truing a commutator with a rotating grinder, use
the windings can be adequately protected from grit, and
a medium soft wheel so that the face will not fill up with
suitable supports can accommodate the stone.
copper too rapidly. Even if the commutator is badly
When grinding the commutator in the machine,
distorted, use a light cut, taking as many as needed. If
rotate the armature by using an external prime mover or,
a heavy cut is used, the commutator maybe ground to a
in the case of a motor, by supplying power through just
noncylindrical shape, although initial eccentricity may
enough brushes to take care of the load. You may use
be retained because of the elasticity of the support. The
old brushes for this purpose since the y should be
speed of the wheel should be that recommended by the
manufacturer. The speed of the commutator should be
discarded after grinding. You should avoid electric
7-15