
Sandpapering will not correct flat spots, grooves,
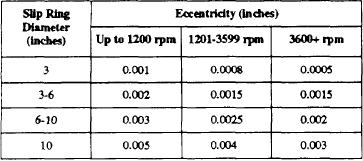
Collector Ring Circularity
eccentricity, or out-of-roundness condition You can
correct some or all of these conditions by machine
The maximum total indicated runout (TIR) for
stoning or handstoning, by turning on a lathe, or by
collector rings is normally 0.001 inch to 0.002 inch. See
grinding with a rigidly supported stationary or revolving
table 7-3 for eccentricity limits for various collector ring
stone. There are a number of grades of commutator
diameters. Collector ring diameters are typically small
stones, from coarse to very fine, that cart be used for
in comparison to commutators, and surface
handstoning or grinding. Use the finest stone that will
irregularities accentuate brush motion more. Larger
do the job in a reasonable time. Do not use coarse
commutators (18 inches in diameters) have
stones, as they tend to produce scratches that are hard to
surface/brush interfacing that often allow excessive
remove. In turning or grinding commutators and
out-of-roundness conditions without catastrophic
collector rings, it is essential that the cut be parallel with
failure.
the axis of the machine; otherwise, a taper will result.
Commutator Circularity
Do not disturb the commutator clamping bolts
unless the bars are loose (one or more high bars). Then
Ideally, commutator surfaces should be smooth and
use a calibrated torque wrench and tighten only to the
mechanically true. Optimum perfomance is obtained
values specified by the manufacturer's instruction
if maximum runout of a commutator surface with
manual for motors and generators. Make all other
respect to its center of rotation does not exceed 0.002
needed repairs, such as balancing, rebrazing armature
inches. This value is a judgment criterion and is
connections, and repairing insulation faults, before
dependent upon the type of irregularity. Maximum
truing the commutator.
allowable runout criteria could vary from less than 0.002
After the commutator is trued (whether by stoning,
inches for wavy commutator surfaces to 0.005 inches
grinding, or turning), finish with a fine grade of stone or
for elliptical surfaces. The type of irregularity and also
sandpaper, undercut the mica, chamfer the commutator
the degree of brush shunt fraying must be taken into
bars (to be explained later in this chapter), clean the
consideration when evaluating the commutator surface
commutator and brush holders, and wipe off the brushes
condition.
with a clean, dry, lint-free cloth.
Corrective Action
HANDSTONING.-- Handstoning will remove flat
spots, grooves, scoring, and deep scratches; but, it will
Do not hue a commutator or collector ring in place
not correct eccentricity, high bars, or an out-of-round
unless its condition has become so bad that it cannot wait
condition. The machine should be running at, or slightly
until the next shop overhaul for reconditioning. Large
below, the rated speed. Generators can normally be
turned by their prime movers; however, some
commutators in the 125- to 850-rpm range, used on most
electric propulsion motors and generators, usually
generators and motors must be turned by a pneumatic
operate satisfactorily with runouts up to 0.003 inch.
or other prime mover.
Under no condition should you attempt to true a
The stone should be formed or worn to the curvature
commutator or collector ring in place unless there is
of the commutator and should have a surface much
sparking, excessive brush wear, or brush movement
larger than the largest flat spot being removed. Hold the
sufficient to fray the brush pigtails and wear the hammer
stone in the hand and move it very slowly back and forth,
plates. Do not confuse brush chatter with brush
parallel to the axis of the surface. Do not press too hard
movement by runout.
on the stone, just enough to keep it cutting. Being hasty
Table 7-3.--Collector Ring Eccentricity Limits
or crowding the stone results in a rough surface and
possibly an out-of-round condition. Avoid jamming the
stone between the fixed and moving parts of the
machine.
MACHINE STONING.-- Stoning should be done
by machine to correct eccentricity, high bars, or an
out-of-round condition. In one method of machine
stoning, a commutator dressing stone tool (fig. 7-16) is
mounted on the frame of the machine and holds a
7-14