
one-half to three-fourths the normal speed until most of
brush performance and surface wear of the ring or
the eccentricity has been removed After this, the
commutator.
commutator should be rotated at about normal speed.
The film itself is a composite of various constituents
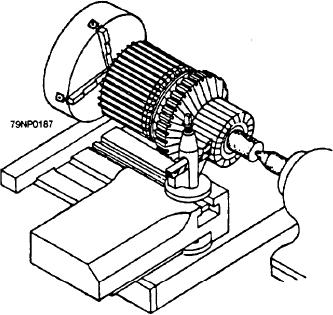
LATHE TURNING.-- When overhauling an
adhering to both the surface and each other, including
copper oxides, graphite particles, and water vapor. This
armature in the shop, true the commutator by supporting
layer of film, although extremely thin (about 1-6
it in a lathe, turning, and cutting (fig. 7-17). First make
molecules deep), provides sufficient separation between
sure the armature shaft is straight and in good condition.
With a diamond-point tool, cut only enough material to
the brush and the ring to allow the brush to slide over
the surface with a minimum amount of wear to either.
true the commutator. This tool should be rounded
sufficiently so that the cuts will overlap and not leave a
After the oxide film has been removed from the
rough thread on the commutator. The proper cutting
commutator surface by sandpapering, stoning, grinding,
speed is about 100 feet per minute, and the feed should
or turning, it is necessary to return the film before the
be about 0.10 inch per revolution. The depth of cut
machine is operated at or near full load.
should not be more than 0.010 inch. The reasons for a
Before passing any current through the commutator
light cut are the same as those for grinding. In addition,
when you take a heavy cut, the turning tool tends to twist
or collector ring, make sure the surface is mechanically
the commutator bars and cut deeper at one end than at
smooth, and remove, with handbeveling tool, any sharp
the other. Do not remove small pits, bum spots between
edges or slivers on the bar. When there are noticeable
bars, or other mechanical imperfections in the bars
commutator scratches or roughness, use very fine
unless they interfere with the free sliding of the brushes.
sandpaper (no coarser than No. 0000) to remove them.
Then burnish the ring using a commercial stone
After turning the commutator, finish it with a
(Military Specification MIL-S-17346). After
handstone and sandpaper. If balancing equipment is
burnishing, carefully brush any debris from between the
available, balance the entire rotating assembly before it
commutator bars. Before reinstalling a shop-
is reinstalled in the machine.
overhauled armature in its motor or generator, make
sure the commutator surface is smooth, the bar edges
SURFACE FILMS
are leveled, and the spaces between the bars are clean.
Any commutator that has been resurfaced should
The dark material that develops on the surface of
undergo a seasoning process to restore its oxide film
the commutator and collector rings is known as the
before being operated at or near full load. Start with a
surface film. Without film, satisfactory operation of the
25 percent load and operate for 4 hours; then increase
sliding contact is impossible. The existence and
the load by 10 percent increments every hour until full
condition of this film on the collector ring or
load is reached To get the machine on full load in the
commutator is a critical factor in determining proper
minimum time, run at 25 percent load for 3 hours, and
then increase the load by 15 percent every hour until full
load is reached. The shorter seasoning period is not
recommended unless the machine is urgently needed A
more in-depth study may be obtained in the
Commutator/Slip Ring Maintenance Handbook,
NAVSEA S9310-AC-HBK-010.
UNDERCUTTING MICA OF
COMMUTATORS
High mica or feather-edged mica may cause
sparking, a rough or uneven commutator surface,
streaking or threading, or other difficulties. Rough or
uneven commutator surfaces may also be caused if you
fail to chamfer the commutator segments after
undercutting. Tools are available for undercutting,
chamfering, and smoothing slot edges. Figure 7-18
shows a rotary, motor-driven tool for undercutting mica.
Figure 7-17.--Truing a commutator by turning.
7-16