
method should not be used unless absolutely necessary.
cut only 3/4 of the way through the seized inner
The disadvantages of the hot-oil method are the lack of
ring in order to prevent damage to the shaft.
temperature control, the possibility of bearing
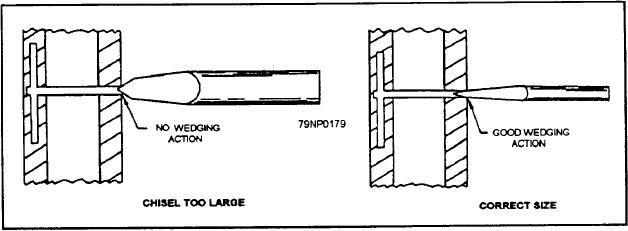
7. Using the correct size chisel, as shown in figure
enlargement and grease deterioration or contamination
7-8, crack the bearing inner ring and remove it.
by dirty oil.
For additional methods of bearing installation, refer
Bearing Installation
to NSTM, chapter 244.
There are two acceptable methods for installing
FRICTION BEARINGS
bearings-the arbor press method and the heat method.
ARBOR-PRESS METHOD.-- When available
Friction bearings are of three types:
and adaptable, you can use an arbor press if you take the
proper precautions. Place a pair of flat steel blocks
is parallel to the elements of a sliding surface.
under the inner ring or both rings of the bearing. Never
place blocks under the outer ring only. Then, lineup the
2. Journal. In journal friction bearings, two
shaft vertically above the bearing, and place a soft pad
machine parts rotate relative to each other.
between the shaft and press ram. After making sure the
3. Thrust. In thrust bearings, any force acting in
shaft is started straight in the bearing, press the shaft into
the direction of the shaft axis is taken up.
the bearing until the bearing is flush against the shaft or
housing shoulder. When pressing a bearing onto a shaft,
Turbine-driven, ship's service generators and
always apply pressure to the inner ring; when pressing
propulsion generators and motors are equipped with
a bearing into a housing, always apply pressure to the
journal bearings, commonly called sleeve bearings. The
outer ring.
bearings may be made of bronze, babbitt, or
steel-backed babbitt. Preventive maintenance of sleeve
HEAT METHOD.-- A bearing can be heated in an
bearings requires periodic inspections of bearing wear
oven or furnace to expand the inner ring for assembly.
and lubrication.
This method ensures uniform heating all around the
bearing.
Wear of Bearings
Heat the bearing in an infrared oven or a
temperature-controlled furnace at a temperature not to
Propulsion generators, motors, and large ship's
exceed 203 10F (89.4 to 100.6C). The bearing
service generators are sometimes provided with a gage
should be left in the oven or furnace only for enough
for measuring bearing wear. You can obtain bearing
time to expand the inner race to the desired amount.
wear on a sleeve-bearing machine not provided with a
Prolonged heating could possibly deteriorate the
bearing by measuring the air gap at each end of the
prelubrication grease of the bearing. The bearing may
machine with a machinist's tapered feeler gage. Use a
also be heated in oil at 203 10F (89.4 to 100.6C)
blade long enough to reach into the air gap without
removing the end brackets of the machine. Before
until expanded, and then slipped on the shaft. This
Figure 7-8.--Cracking seized inner ring of bearing.
7-7